Address:No. 386, Beihuan Road, Xinxiang City, Henan Province


Incineration power generation boiler: The general furnace temperature is controlled above 850℃, and the volume after incineration can be reduced by 50-80% compared to the original. The volume of sorted combustible garbage after incineration can even be reduced by 90%. Combining incineration with high-temperature (1650-1800℃) thermal decomposition and melting treatment can further reduce the volume.
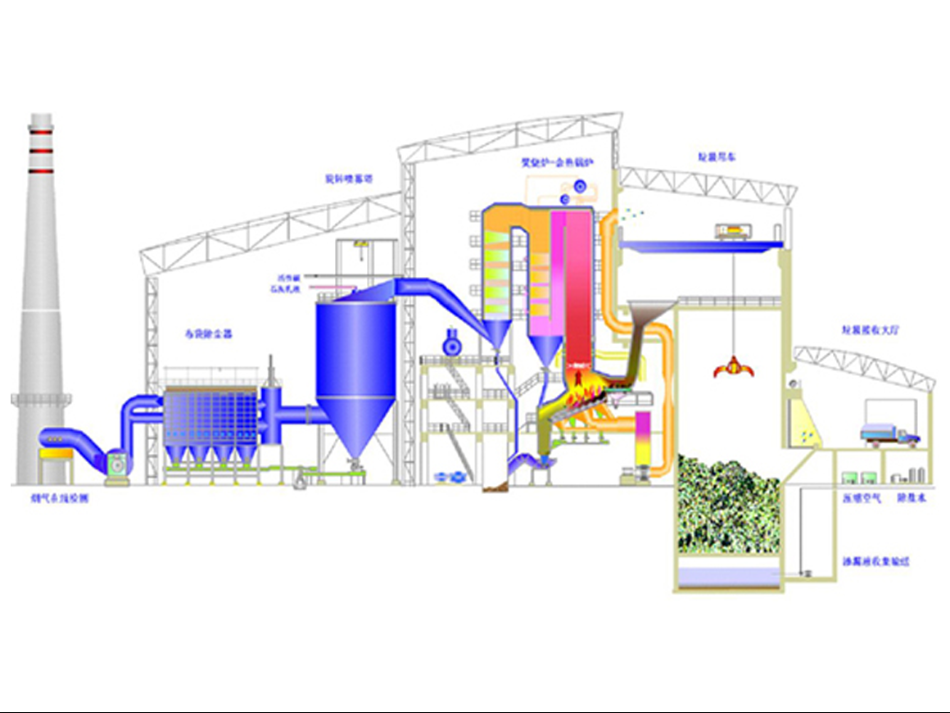
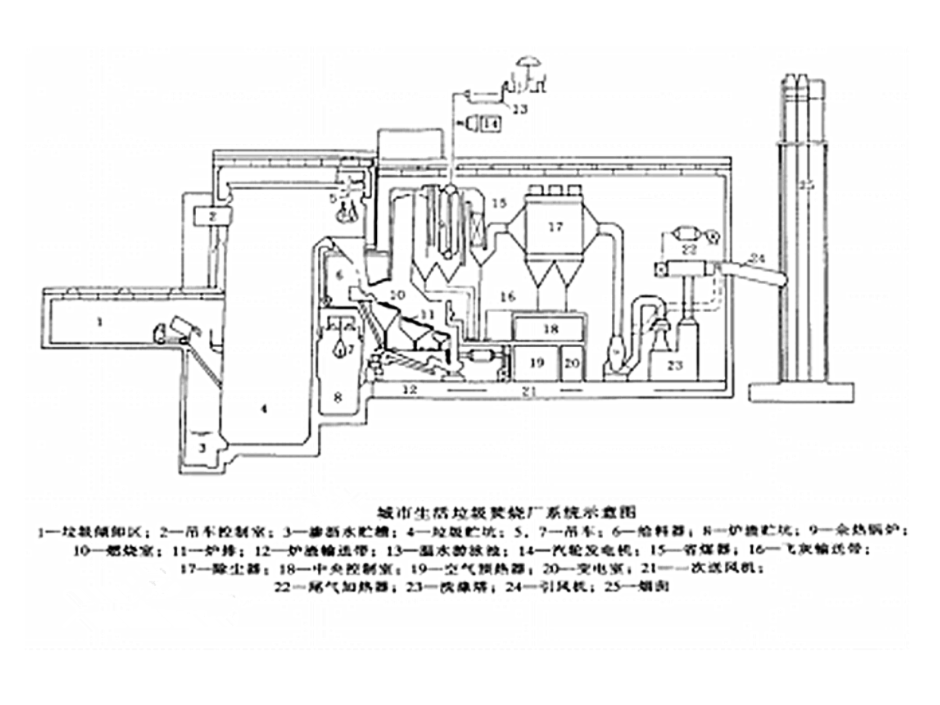
Incineration has become an important part of the circular economy. In addition, in the recycling and processing of waste resources and scrap materials, not only is the problem of resource shortage solved, but also garbage emissions are reduced, which is truly a win-win situation. Typical process units of a municipal solid waste incineration system include: 1. Incoming garbage metering system; 2. Garbage unloading and storage system; 3. Garbage feeding system; 4. Garbage incineration system; 5. Incineration waste heat utilization system; 6. Flue gas purification and emission system; 7. Ash residue treatment or utilization system; 8. Wastewater treatment or reuse system; 9. Online monitoring system for flue gas emissions; 10. Automatic control system for garbage incineration. The flow chart is as follows:
Main Advantages of Gongshen Boiler
The controlled-air pyrolysis incineration furnace divides the incineration process into two combustion chambers. The first combustion chamber performs garbage thermal decomposition at a temperature below 700℃, allowing the garbage to decompose at a low temperature under anoxic conditions. At this time, metal elements such as Cu, Fe, and Al will not be oxidized, thus reducing dioxin generation. Simultaneously, since the generation of HCl is affected by the residual oxygen concentration, anoxic combustion will reduce the production of HCl; and it is difficult to generate a large amount under self-reducing atmosphere. Because the controlled-air garbage incineration furnace is a fluidized bed, no dust will be produced, and no unburned residual carbon will enter the secondary combustion chamber. The combustible components in the garbage are decomposed into combustible gases and introduced into the secondary combustion chamber with sufficient oxygen for combustion. The temperature of the secondary combustion chamber is around 1000℃, and the flue gas stays for more than 2 seconds due to the length of the flue, ensuring that toxic organic gases such as dioxins are completely decomposed and burned at high temperatures. In addition, the use of a bag filter avoids the catalytic effect of Cu, Ni, and Fe particles on dioxin generation when using an electrostatic precipitator.
Dioxin Emission Standards
Dioxin emission standards for garbage incineration facilities in Japan (concentration unit: ng TEQ/m3, conversion basis O2=12%)
Incineration Capacity (C)
The garbage incineration furnace of a certain garbage incineration power plant uses a Canadian-made push-type, multi-stage mechanical grate incineration furnace. The incineration furnace applies the world's third-generation controlled-air solid waste thermal decomposition technology (CAPS), which can effectively reduce toxic gases produced during incineration.
1. Garbage Bin Structure
After garbage is transported to the processing plant by truck, it is dumped into the garbage bin. Newly deposited garbage can be incinerated after being stored in the bin for 3 days. During storage in the bin, the garbage undergoes fermentation and leachate is discharged, which improves the calorific value of the garbage entering the furnace and makes the garbage easier to ignite and burn. In the bin, a crane grab bucket sends the garbage to the furnace hopper.
2. Grate Structure
The garbage incinerator is a reciprocating, push-type, multi-stage mechanical grate incinerator. The incinerator consists of a feeder and 8 combustion grate units, including two stages of grates in the drying section, four stages of grates in the gasification combustion section, and two stages of grates in the burnout section. The temperature inside the incinerator is controlled below 700℃. The incinerated garbage leaves the incinerator from the last grate and falls into the ash hopper.
Feeder and Fire Door
The feeder pushes the garbage that falls into the hopper from in front of the fire door into the combustion chamber. The feeder only feeds the garbage and does not provide combustion air, and is isolated from the combustion zone by the fire door. The fire door remains closed when the feeder is retracted. Closing the fire door isolates the furnace from the outside world and maintains a negative pressure inside the furnace. At the same time, there is a temperature measuring point at the entrance of the combustion chamber. When the temperature of the garbage at the entrance of the combustion chamber is too high, the solenoid valve will control the sprayer behind the fire door to spray water to prevent the garbage on the feeding chute from igniting the garbage in the hopper when the fire door is opened.
Combustion Grate
The eight-stage combustion grate is divided into two stages of drying grates, four stages of gasification combustion grates, and two stages of burnout grates. Each grate has a hydraulically driven pulse pushing device. The 8 pushing devices (push beds) push the garbage in a certain order, so that the garbage entering the incinerator is pushed to the next grate by the push bed cooperating with each grate in turn. There are evenly distributed small holes on the grate for spraying the primary air required for combustion. The primary air for combustion is supplied by the primary air duct under the grate. During the pushing process of the grate, the garbage is subjected to heat radiation from the burner and the furnace, as well as the blowing and drying of the primary air, and the moisture evaporates quickly, igniting and burning.
Burner Arrangement
There are two main burners in the first combustion chamber, as shown in Figure 2-17 and 2-18. There are temperature measuring points above the combustion grate in the incineration furnace. When the incineration furnace is started and the combustion temperature is lower than the requirement, burner 17 is used for oil-assisted combustion. Burner 18 is located at the outlet of the furnace and is used to burn unburned garbage. The air required for the burner is provided by a combustion air fan shared by four incineration furnaces. The air required for combustion is clean air drawn from the atmosphere. When the combustion air fan malfunctions or the air supply is insufficient, part of the air supply from the bypass (shown in Figure 2-6) is supplied to the burner.
3. Secondary Combustion Chamber Flue
The main part of the secondary combustion chamber is a cylindrical flue, without dead corners caused by pipes, etc. The purpose of setting up the secondary combustion chamber is to allow the flue gas to stay for >2s under the condition of 120-130% theoretical air volume and around 1000℃, so that harmful gases can be decomposed in the furnace. There is an auxiliary burner at the entrance of the secondary combustion chamber, which will ignite and burn supplementary fuel when the system detects that the flue gas temperature at the outlet of the secondary combustion chamber is less than a certain value. Secondary air enters the secondary combustion chamber at the entrance. The secondary combustion chamber has two upper and lower outlets leading to the waste heat boiler, and there is a hydraulically driven damper in front of each of the two outlets to control the entry of flue gas.
4. Ventilation System
Each incinerator is equipped with a blower. The blower draws air from the garbage pit, and also draws gas that leaks from the bottom of the primary combustion chamber's pusher bed to the outside of the incinerator. This arrangement of the air supply is to ensure that the garbage chamber is at a slight negative pressure, preventing the leakage of gas from the garbage chamber. The air enters the waste heat boiler, and after passing through the two-stage air preheaters of the waste heat boiler, it enters a large mixing collector (as shown in Figure 2-21), and then enters the primary and secondary combustion chambers of the incinerator as primary and secondary air, respectively. The collector can also receive air returned from a bypass that does not pass through the waste heat boiler. The primary air leaving the collector is then divided into two pipelines: pipeline 1 leads to three air ducts, supplying air to grate levels 1-3; the other pipeline 2 leads to five air ducts, supplying air to grate levels 4-8. The primary air supplied to the grates can dry the garbage, cool the grates, and supply the air required for combustion. The air flow control valve on pipeline 1 should be adjusted according to the temperature at the incinerator inlet. The air flow control valve on pipeline 2 should be adjusted according to the temperature and oxygen content in the incinerator furnace. The air volume in the furnace should be 70-80% of the theoretical air volume. The secondary air enters the secondary combustion chamber through the pipeline. The secondary air supply is 120-130% of the theoretical air volume.
5. Ash Removal System
The ash discharged from the incinerator falls into the ash hopper. Two parallel ash hoppers are arranged perpendicular to the incinerator. The ash hoppers of the four incinerators are interconnected horizontally. A hydraulically driven ash divider (shown in Figure 2-23) selects which ash hopper the ash will fall into. An ash conveyor belt is arranged at the bottom of the ash hopper, responsible for transporting the ash discharged from the four incinerators into the ash hopper. A certain water level is required in the ash hopper to submerge the ash.
6. Flue Gas Treatment Equipment
After the flue gas is discharged from the waste heat boiler, it first enters a semi-dry scrubber. In the tower, a sprayer is used to spray hydrated lime slurry from the top of the tower into the tower, neutralizing the acidic gases in the flue gas, effectively removing HCl, HF, etc. There are activated carbon nozzles in the outlet pipe of the scrubber, and the activated carbon is used to adsorb dioxins/furans in the flue gas. The flue gas then enters a baghouse dust collector, where particulate matter and heavy metals in the flue gas are adsorbed and removed. Finally, the flue gas is discharged into the atmosphere from the chimney.
Technical Classification
Domestic and foreign garbage incineration technologies are mainly divided into three categories: layered combustion technology, fluidized bed combustion technology, and rotary combustion technology (also known as rotary kiln type).
(1) Layered Combustion Technology Layered combustion technology is relatively mature, and some countries use this combustion technology. In order to stabilize the garbage combustion process, the key to layered combustion is the grate. The garbage on the grate passes through three zones: preheating and drying zone, main combustion zone, and incineration zone. The garbage ignites on the grate, and the heat comes not only from the radiation from above and the convection of the flue gas, but also from inside the garbage layer. The garbage that has already ignited on the grate is strongly turned and stirred by the special action of the grate, continuously pushing it down, causing the bottom of the garbage to also ignite. The continuous turning and stirring loosens the garbage layer and enhances its permeability, which helps the ignition and combustion of the garbage. The design of the furnace arch should consider the flue gas flow field to facilitate the heat radiation preheating and drying of new garbage and the incineration of garbage in the incineration zone. The air distribution design should ensure that the air is well distributed in the garbage layer on the grate, and the primary and secondary air should be used reasonably.
(2) Fluidized Bed Combustion Technology Fluidized bed combustion technology has matured, and due to its high thermal intensity, it is more suitable for burning fuels with low calorific value and high moisture content. At the same time, due to its large heat storage capacity in the furnace, it basically does not need auxiliary fuel when burning garbage. In order to ensure sufficient fluidization of the garbage entering the furnace, the size requirements for the garbage entering the furnace are relatively strict, requiring the garbage to undergo a series of screening and crushing treatments to make its size and condition uniform. Generally, it is crushed to <15cm and then sent to the fluidized bed for combustion. The bed material is quartz sand, and the air distribution plate is usually designed as an inverted cone structure, and the air cap is L-shaped. The combustion temperature in the bed is controlled at 800-900℃, the cold air flow cross-sectional velocity is 2m/s, and the hot air flow is 3-4m/s. The primary air is sent into the fluidized bed through the air cap and the air distribution plate, and the secondary air is sent into the fluidized bed from the upper part. Fuel oil is used to preheat the material layer, and garbage incineration is started when the material layer temperature reaches about 600℃. The start-up and combustion process characteristics of this furnace are similar to those of ordinary fluidized bed boilers.
(3) Rotary Combustion Technology The rotary incineration furnace combustion equipment is mainly a slowly rotating rotary kiln. Its inner wall can be built with refractory bricks or water-cooled tubes to protect the drum. The diameter of the rotary kiln is 4-6m, and the length is 10-20m, which is determined according to the amount of garbage to be incinerated, and it is placed at an angle. The current garbage processing capacity of each unit can reach 300t/d (diameter 4m, length 14m). Rotary kilns were previously mainly used to treat toxic and harmful hospital waste and chemical waste. It slowly rotates the furnace body drum, and uses high-temperature refractory plates on the inner wall to bring the garbage from the bottom of the drum to the top of the drum when the drum rolls, and then relies on the weight of the garbage to fall. Because the garbage rolls in the drum, it can get sufficient contact with the air and achieve relatively complete combustion. The garbage is fed from one end of the drum, dried by the hot flue gas, and burned after reaching the ignition temperature. As the drum rolls, the garbage is tumbled and slides down until the ash is discharged from the drum outlet. When the garbage has too much water content, an additional grate can be added at the tail end of the drum to meet the incineration requirements. The flue gas discharged from the drum passes through a vertical incineration chamber (secondary combustion chamber). Secondary air is introduced into the incineration chamber, and the combustible components in the flue gas are fully burned here. The temperature of the secondary combustion chamber is generally 1000-1200℃. Rotary kiln garbage incineration equipment has low cost, and the power consumption is also less compared to other combustion methods, but it has certain difficulties in burning garbage with a calorific value lower than 5000kJ/kg and high moisture content.
With the development of the national economy and the continuous improvement of people's living standards, a large amount of domestic waste generated every day has become a major source of environmental pollution in cities, and some cities have even fallen into the predicament of "garbage siege." The treatment of domestic waste has become a top priority that needs to be urgently addressed.
Currently, domestic garbage treatment mainly includes three methods: sanitary landfill, composting, and incineration. Garbage incineration treatment technology, with its significant volume reduction effect (volume reduction of 80-90%), high degree of harmlessness; incineration treatment facilities occupy a small land area and have no secondary pollution to the surrounding environment; it can also utilize the calorific value of domestic waste for waste heat power generation or heating, which is particularly in line with the national principle of garbage treatment of "reduction, harmlessness, and resource utilization," and is gradually becoming the choice of garbage treatment method for large and medium-sized cities. The "Twelfth Five-Year Plan" National Urban Domestic Waste Harmless Treatment Facility Construction Plan clearly points out that by 2015, the harmless treatment capacity of domestic waste using incineration technology will reach 35%, and the eastern region will use incineration technology to reach 48%.
Main garbage incineration technologies include: mechanical stoker furnace, circulating fluidized bed furnace, pyrolysis gasification, and rotary kiln. Among them, mechanical stoker furnaces account for 70% of the completed projects in China, reaching 153 units.
In recent years, Xinxiang Gongshen Boiler Co., Ltd. has responded to the national call for energy conservation and emission reduction. Based on years of experience in the design and production of special boilers, it has invested heavily in the research and development of garbage incineration power generation boilers. By integrating the characteristics of incineration technologies at home and abroad, it has finally formed a proprietary technology solution. Addressing the characteristics of high moisture content, low calorific value, and variable composition of domestic household garbage, the combustion device adopts a proven safe and reliable reciprocating mechanical stoker (push-pull), and the waste heat boiler adopts a full-membrane wall corner tube structure, with low steel consumption and reliable water circulation. To solve the problem of dioxin emission compliance, a design concept of separating the furnace and boiler and setting an in-furnace combustion separator has been proposed. It supplies a series of garbage incineration power generation boilers with a single-unit daily processing capacity of 100-750 tons.
Xinxiang Gongshen Boiler Co., Ltd., founded in 1956, is a professional enterprise engaged in the design, production, and manufacturing of boilers and pressure vessels. Gongshen Boiler's main businesses include: power plant boilers, industrial boilers, electric furnaces, garbage incineration power generation boilers, water-coal slurry boilers, high and low-pressure vessels, and explosion equipment. It is a national manufacturing base for power plant boilers, industrial boilers, and various high and low-pressure vessels and explosion equipment. It holds Class A boiler, A2 vessel design and manufacturing licenses, and installation and maintenance certificates. It was also the first to pass the ISO9001 international quality system certification and has been rated as a AAA-level credit enterprise for many years.
Over the years, Xinxiang Gongshen Boiler Co., Ltd. has consistently focused on technological progress and is committed to the development and application of high-tech, winning the provincial "Enterprise Technology Center" award. It maintains close cooperation with universities and research institutions such as Tsinghua University, Xi'an Jiaotong University, China Agricultural University, and the National Water-Coal Slurry Research Center. For decades, its products have been sold throughout China and exported to East and Southeast Asia, and the company and its products have won numerous national, provincial, and municipal honors.
Selling one Gongshen product, building one demonstration project, making one friend.
We sincerely welcome friends from all walks of life to visit our company for inspection.
Keywords:
Incineration Boiler
Incineration Boiler
Contact Us
Product Classification
Related Products

Complete Set of Equipment for Gas Explosion


Circulating Fluidized Bed Boiler


Excellent quality + reasonable price + perfect service
Tel:Manager Zhao +8613903730208
Tel:Manager Bai +8615993087475
Address:No. 386, Beihuan Road, Xinxiang City, Henan Province
Copyright © 2025 Xinxiang Gongshen Boiler Co., Ltd.
SAF Coolest v1.3.1.2 设置面板 GAGSE-ZGYF-JXSDE-ZDW
无数据提示
Sorry, the current column is being updated, please look forward to it!
You can view other columns or returnHomepage